
- Werkzeuge zum Biegen von Rohren
- Biegeplatte
- Dornbiegen
- Profilbiegeanwendung
- Biegen mit oder ohne selbstgebaute Ausrüstung
- Hilfsmethoden für das Rohrbiegen
- Was kann gebogen werden und was nicht
- Die Wahl des richtigen Werkzeugs
- Klassifizierung von Rohrbiegern
- Rohrbiegetechnik
- Einfache Möglichkeiten zum Biegen von Rohren
- Von Hand gebogen
- Mit der heißen Methode
- Wir verwenden Füllstoffe - Sand und Wasser
- Wärmebehandlungsverfahren
- Biegeradien der Rohre
- Biegeradien der Rohre
- So arbeiten Sie zu Hause mit einem Rohrbieger
Werkzeuge zum Biegen von Rohren
Die Frage, wie ein Rohr ohne Rohrbieger gebogen werden kann, bereitet keine Schwierigkeiten, wenn Sie die einfachsten Geräte verwenden, um diesen Vorgang auszuführen. Mit den folgenden Geräten können Sie Rohre kalt biegen.
- In Fällen, in denen ein weiches (Aluminium) oder Stahlrohr mit einer Profilhöhe von nicht mehr als 10 mm gebogen werden muss, wird eine horizontale Platte mit Löchern verwendet, in die Anschläge eingesetzt werden - Metallstifte. Mit Hilfe dieser Stifte werden Produkte gemäß den erforderlichen Parametern gebogen. Diese Methode hat zwei schwerwiegende Nachteile: die geringe Genauigkeit des Biegens sowie die Tatsache, dass bei ihrer Verwendung eine erhebliche körperliche Anstrengung erforderlich ist.
- Produkte mit einer Profilhöhe von 25 mm werden am besten mit Rollvorrichtungen gebogen. Das Rohr wird sicher in einem Schraubstock fixiert und mit einer speziellen Rolle wird eine Kraft auf den Teil ausgeübt, der gebogen werden muss. Dieses Gerät ermöglicht Ihnen eine bessere Biegung, erfordert aber auch die Anwendung körperlicher Anstrengung.

Option, wie sie sagen, in Eile. Der lange Hebel dieses äußerst einfachen Geräts ermöglicht es Ihnen, mit ziemlich dicken Rohren fertig zu werden.
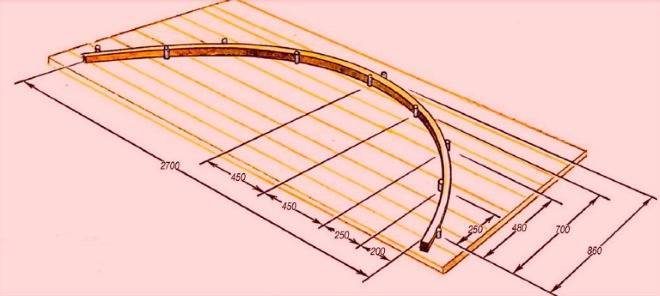
Um eine Biegung mit großem Krümmungsradius an Wellrohren aus Stahl oder Aluminium zu bilden, werden feste abgerundete Schablonen verwendet, auf denen spezielle Klemmen zur Befestigung des Produkts montiert sind. Auch bei einem solchen Gerät wird das Rohr manuell gebogen, indem es mit Kraft in die Nut der Schablone gelegt wird, deren Form exakt dem geforderten Biegeradius entspricht.

Sperrholz und Metallklammern sind alles, was Sie brauchen, um eine Biegeschablone herzustellen
Biegeplatte
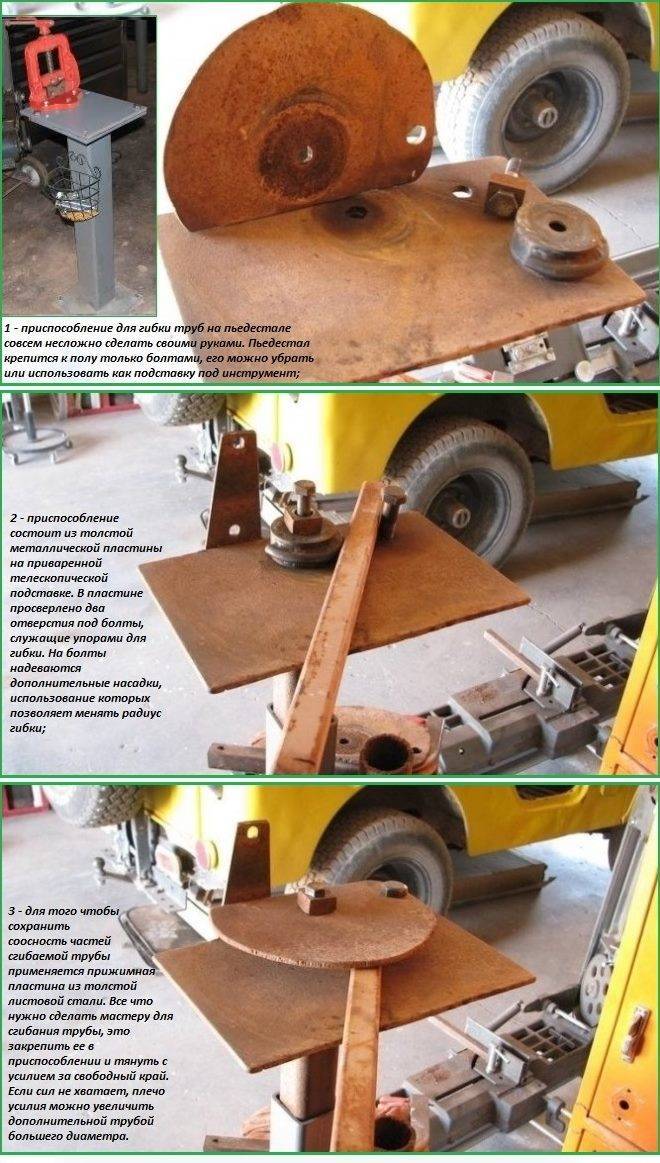
Um Stahl- oder Aluminiumrohre zu Hause effektiv zu biegen, können Sie anhand der folgenden Richtlinien eine verbesserte Biegeplatte herstellen.
- Die Rolle einer solchen Platte spielt eine Platte, die aus Blech großer Dicke ausgeschnitten ist.
- Die so hergestellte Platte wird mit dem Gestell verschweißt, das auf einem speziellen Sockel installiert ist.
- In die Platte werden zwei Löcher gebohrt, die für die Montage von Bolzen erforderlich sind, die als Anschläge für das Profilrohr dienen.
- An einem der Anschlagbolzen ist eine spezielle Düse angebracht, mit deren Hilfe der Biegeradius eingestellt wird.
- Um die Ausrichtung der Rohrabschnitte neben der Biegung sicherzustellen, wird eine Metallplatte über dem Werkstück platziert und mit Schrauben befestigt.
Dornbiegen
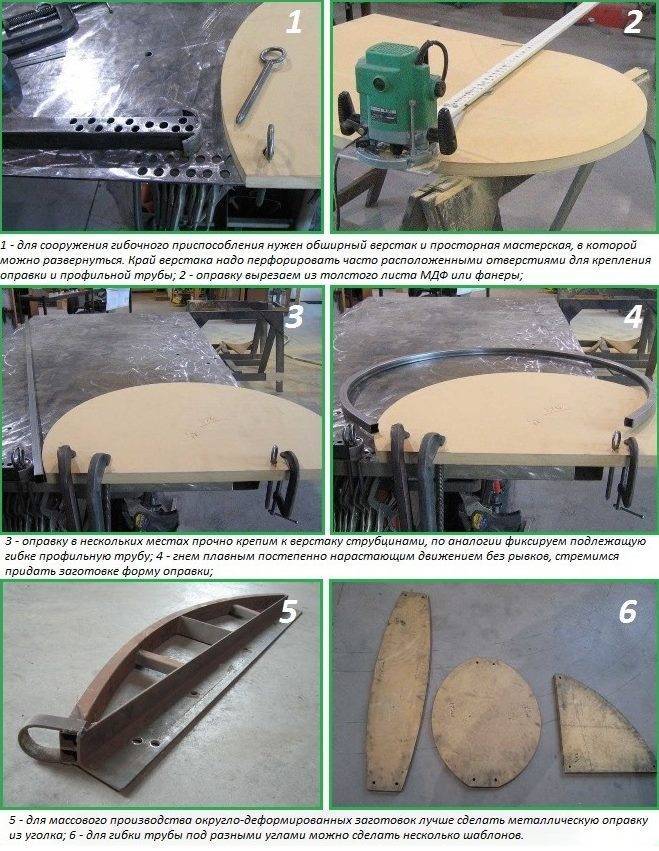
Zum Biegen von Profilrohrprodukten zu Hause, deren Wandhöhe 25 mm nicht überschreitet, kann ein spezieller Dorn hergestellt werden. Für diese Zwecke ist es besser, eine Gesamtwerkbank zu verwenden, auf deren Oberfläche genügend Platz für ein solches Gerät vorhanden ist. Um die optimale Position des Elements auszuwählen, das das biegbare Rohr befestigt, werden häufig lokalisierte Löcher an einem Ende der Werkbank angebracht. Für den erforderlichen Biegeradius des Wellrohrs ist eine spezielle Schablone verantwortlich, die bei häufigem Gebrauch aus dickem Sperrholz oder einer Metallecke bestehen kann.
Profilbiegeanwendung
Wenn Sie viel Arbeit zum Biegen von Profilrohren haben, ist es natürlich besser, dafür eine spezielle Maschine herzustellen, deren Zeichnungen im Internet leicht zu finden sind. Wir werden dieses Problem hier nicht analysieren, da es in den Artikeln unter den Links unten mehr als ausführlich behandelt wird.

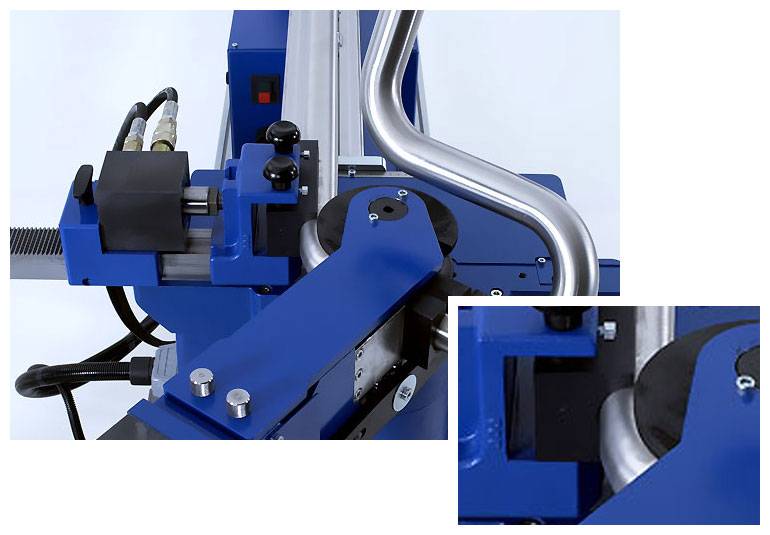
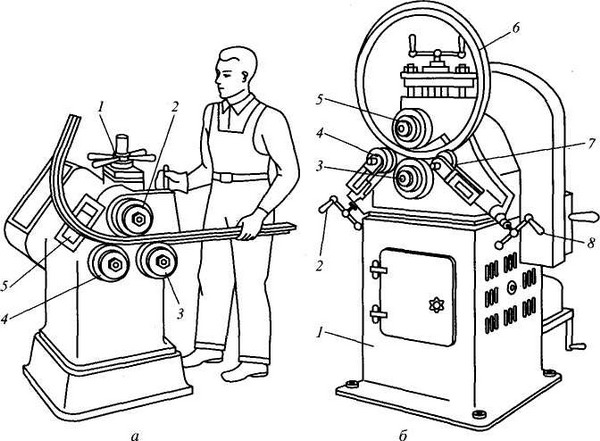
Auf eine solche Maschine können Sie auch dann nicht verzichten, wenn Sie Rohre mit großem Profilquerschnitt biegen müssen. Die Hauptarbeitskörper einer solchen Maschine, die sich durch große Vielseitigkeit auszeichnet, sind drei Walzen, von denen zwei bewegungslos fixiert sind, und durch Ändern der Position der dritten wird der Biegeradius des Produkts eingestellt. Als Antrieb für ein solches Gerät werden ein Kettenantrieb und ein Handgriff verwendet, der von der Bedienperson gedreht wird.
Gekrümmte Rohre können bei der Installation von Heizgeräten, Sanitäranlagen, bei der Installation von Rohrleitungen in einem Haus usw. erforderlich sein. Wenn Sie die erforderlichen Rohrstücke nicht bereits gebogen gekauft haben, können Sie sie zu Hause selbst biegen.Das einzige, was schief gehen kann, ist das Biegen des Rohrs nach innen und sein Bruch, denn wenn das Metall des Produkts gebogen wird, erfährt es gleichzeitig Druck und Spannung. Und damit das nicht passiert, müssen Sie die folgenden Tipps beachten.
Biegen mit oder ohne selbstgebaute Ausrüstung
Diese Option ist üblich, da ein Wagenheber ein sehr beliebtes Werkzeug ist, das die meisten Autofahrer haben. Es ist perfekt zum Biegen von gewalztem Metall zu Hause. Nach dem Funktionsprinzip ähnelt dieses Verfahren einem Armbrust-Rohrbieger. Das Rohr ist an drei Punkten befestigt, von denen zwei Anschläge sind und der dritte die Wagenheberstange ist.
Verwendung eines Winkelschleifers (Schleifer) zum Biegen von Profilrohren
Dieses Verfahren arbeitet mit einem rechteckigen Querschnittsprofil. Entlang dreier Wände werden mehrere Schnitte gemacht, die vierte bleibt unberührt. Aufgrund des Auftretens von Schnitten lässt sich das Rohr leicht biegen, wonach die Schnitte geschweißt und poliert werden.







![§ 29. Rohrbiegen [1980 Makienko N.I. - allgemeiner Klempnerkurs]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Selbst gemachter Rollrohrbieger
Hervorragend geeignet, um einen Bogen mit großem Durchmesser an einem Profilrohr zu erhalten. Es ist bequem für sie, zum Beispiel ein Rohr für Gewächshäuser zu biegen. Ein Stück Metall wird auf Rollen fixiert, gepresst und gewalzt. Dann spannt er sich wieder an und rollt wieder. Das Ergebnis ist ein großer gleichmäßiger Biegeradius.
Hilfsmethoden für das Rohrbiegen
Füllung
Ein Füllstück wird in das Rohr eingebracht, um den Innenraum zu füllen. In diesem Fall sind die Enden dicht verschlossen, dazu können Sie Schweißen verwenden. Durch die Verwendung von Füllmaterial können Sie das Innenvolumen "reparieren". Vermeiden Sie beim Biegen das Auftreten von "Wellen", "Wellen" auf der Innenseite der Ecke und machen Sie die Biegung glatter.Als Füllstoff wird oft reiner Quarzsand gewählt.
Hitze. Erhöhung der Metallduktilität beim Biegen
Das erhitzte Metall wird weicher, je höher seine Temperatur ist. Rohrmetall wird mit Gasbrennern, Induktionserwärmung sowie jeder anderen verfügbaren Methode erhitzt. Die Erwärmungstemperatur hängt vom Metall ab. Niedrig legierter und normaler Normalstahl wird auf ~500 Grad Celsius erhitzt.
Mit diesen Methoden können Sie ein Metallrohr zu Hause ohne Spezialausrüstung mit Ihren eigenen Händen biegen und gute Ergebnisse erzielen.
Was kann gebogen werden und was nicht
Viele Landsleute fragen sich, ob es möglich ist, Polypropylenrohre zu biegen und wie man es richtig macht ().
Überlegen Sie, welche Materialien einer mechanischen Verformung ohne Beeinträchtigung des späteren Betriebs unterliegen und welche nicht.
Es ist möglich, fast alle Metallprodukte zu biegen, einschließlich Aluminium-, Kupfer- und Stahlrohre mit verschiedenen Durchmessern. Es ist schwieriger, die Konfiguration von rostfreiem Stahl und ähnlichen harten Legierungen zu ändern.
Für die korrekte Verformung ausnahmslos aller Metalle wird eine spezielle Rohrbiegemaschine benötigt. Der Einsatz einer Spezialmaschine gewährleistet nicht nur die optimale Qualität der Biegung, sondern ermöglicht es Ihnen auch, die Aufgabe mit minimaler körperlicher Anstrengung zu erledigen.
Einige Klempner erhitzen Polypropylen mit einem Industriefön und biegen es in die gewünschte Form, um Armaturen zu sparen. Dies ist unpraktisch, da ein gekrümmtes Kunststoffrohr durch Verformung in Kombination mit Erwärmung eine ungleichmäßige Wandstärke am Außen- und Innenradius aufweist.
Infolgedessen wird der Betrieb der gebauten Wasserleitung nur von kurzer Dauer sein, da unter dem Druck des flüssigen Mediums mit der Zeit Risse in der dünnen Wand auftreten.
Die Wahl des richtigen Werkzeugs
Die Feder ist ein effektives Werkzeug für die Bearbeitung von Metall-Kunststoff. Es gibt zwei Arten von Federn auf dem Markt: extern und intern. Beide Arten von Werkzeugen zeichnen sich durch einen erschwinglichen Preis aus. Das Werkzeug muss entsprechend dem Außen- oder Innendurchmesser des Rohres ausgewählt werden.
Das Gerät besteht aus poliertem Stahl. Die glatte Oberfläche der Windungen ermöglicht es Ihnen, die Feder aus dem gebogenen Rohr zu entfernen. Die Verwendung einer Feder ermöglicht es, den gleichen Querschnittsdurchmesser über die Biegung sicherzustellen.
Eine Rohrbiegemaschine ist eine breite Palette von Maschinen oder Geräten zum Verformen von Walzmetall unter Berücksichtigung des erforderlichen Biegewinkels und -radius. Die Geräte werden aktiv beim Bau von Rohrleitungen für verschiedene Zwecke in verschiedenen Konfigurationen und Größen eingesetzt.
Klassifizierung von Rohrbiegern
Alle modernen Rohrbiegemaschinen erfüllen folgende Anforderungen:
- die Möglichkeit, in einem Winkel von bis zu 180 Grad zu biegen;
- die Fähigkeit, mit Rohren aus verschiedenen Materialien zu arbeiten, einschließlich Aluminium-, Kupfer-, Stahl- und Polymerzusammensetzungen.
Solche Geräte werden je nach Art des verwendeten Antriebs in die folgenden Kategorien eingeteilt:
- Manuelle Modifikationen
werden in der Regel für die Arbeit mit Rohren mit kleinem Durchmesser verwendet. Das Gerät wird von einem Kragen angetrieben, auf den eine erhebliche Muskelanstrengung ausgeübt wird. - Hydraulische Modifikationen
ist die beste Wahl für die Arbeit mit Rohren, deren Durchmesser 3 Zoll nicht überschreitet.Der Betrieb von hydraulischen Geräten ermöglicht es Ihnen, ohne übermäßige körperliche Anstrengung mit Rohren zu arbeiten. Auf dem Markt gibt es mobile und stationäre hydraulische Rohrbiegemaschinen. - Elektromechanische Modifikationen
auf dem Markt mit Universalgeräten für hochpräzises Biegen vorgestellt. Der Hauptvorteil solcher Rohrbiegemaschinen ist die Möglichkeit, dünnwandiges Walzgut ohne Gefahr von Beschädigungen zu bearbeiten.
Je nach Biegemethode und Arbeitsteilkonfiguration kann das Werkzeug sein:
Armbrust
, wo als Verformungselement eine auswechselbare Führungsform aus Metall verwendet wird, die für einen bestimmten Rohrdurchmesser ausgewählt wird.

Segment
, wo gewalztes Metall von einem speziellen Segment gezogen wird, das das Rohr um sich selbst wickelt.

Auf dem Foto - eine Dornmaschine
Dornov
, wo Arbeiten mit gewalztem Metall sowohl von der Außenseite als auch von der Innenseite des Rohres durchgeführt werden. Dieses Merkmal ermöglicht es, die Vorrichtung zum Ändern der Konfiguration von dünnwandigen Rohren zu verwenden, ohne dass die Gefahr eines Metallbruchs oder einer Faltenbildung entlang des Innendurchmessers besteht.








Rohrbiegetechnik
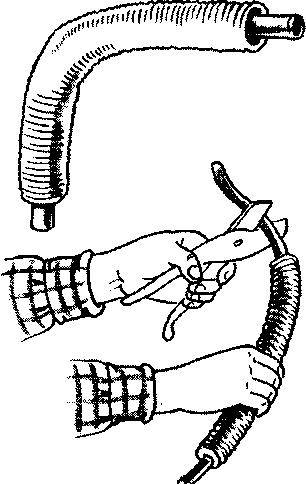
Die Anweisung zum Ändern der Konfiguration von Rohren mittels einer externen Feder lautet wie folgt:
- Die Feder ist auf Metall-Kunststoff gelegt;
- Dann wird das Rohr mit beiden Händen in einem Abstand von 20 cm von der Feder gegriffen und gebogen, bis der gewünschte Winkel erreicht ist;
- Nachdem der gewünschte Winkel erreicht ist, dreht sich die Feder um ihre Achse und wird entfernt.

Die Verwendung einer Innenfeder unterscheidet sich dadurch, dass das Gerät von der Kante des Rohres eingeführt wird, wo es dann herausgezogen werden kann.
Das gebogene Ende des Rohrs kann mit einem Rohrbieger erhalten werden. In diesem Fall wird das Gerät entsprechend seiner Modifikation auf die erforderlichen Parameter konfiguriert. Dann wird das Rohr in den Aufnahmespalt eingeführt und die Vorrichtung durch den einen oder anderen Antrieb angetrieben.
Einfache Möglichkeiten zum Biegen von Rohren
Von Hand gebogen
Verzweifeln Sie nicht, wenn Sie eine komplexe Struktur mit gebogenen Rohren installieren müssen, aber kein professionelles Werkzeug zur Verfügung steht. Auch wenn es nicht möglich war, Rohlinge mit dem gewünschten Biegewinkel im Voraus zu kaufen, können Sie Teile für die Arbeit selbst zu Hause und mit einem Minimum an Werkzeug herstellen.
Wie handeln? Greifen Sie die Struktur mit Ihren Händen, halten Sie sie fest und biegen Sie sie allmählich. Achten Sie darauf, das Teil nicht zu beschädigen. Bewegen Sie sich sanft, Zentimeter für Zentimeter, entlang der Länge des Rohrs. Sie müssen die Manipulation in 5-6 Ansätzen wiederholen. Handarbeit ist nicht in allen Fällen geeignet, da beispielsweise das Biegen eines Aluminiumrohrs viel einfacher ist als bei einem Metallprodukt.
Das Rohr kann gebogen werden ohne Rohrbieger - von Hand
Die manuelle Methode ist effektiv bei der Arbeit mit Rohren mit einem Durchmesser von 16-20 mm. Bei einem größeren Schnitt wird sich der Prozess dehnen und mühsamer sein, aber das ist real.
Mit der heißen Methode
Wir haben Aluminium herausgefunden, aber wie kann man ein Metallrohr selbst biegen, damit das Ergebnis nicht enttäuscht? Ein Gasbrenner löst das Problem.
Aktionsalgorithmus:
- Wir fixieren das Metallsegment in einem Schraubstock.
- Wir wärmen den Abschnitt der Zukunftskurve auf.
- Wenn Schuppen erscheinen, fahren Sie mit dem Biegen fort.
Woher wissen Sie, wann Sie mit der Arbeit beginnen? Wenn das Material Aluminium ist, halten Sie ein Blatt Papier nahe an die Oberfläche des Rohrs. Das Signal wird seine Zündung oder das Auftreten von Rauch sein.Bei anderen Metallen wird der erhitzte Bereich rot.
Bitte beachten Sie: Das Erwärmungsverfahren ist nicht geeignet für die Bearbeitung von verzinkten Teilen - eine Beschädigung der Beschichtung ist garantiert, die Beschichtung wird unbrauchbar

Erhitzen ist eine effektive Möglichkeit, Rohre sicher zu biegen
Wir verwenden Füllstoffe - Sand und Wasser
Die Verwendung von Füllstoffen ermöglicht es, sowohl das Wellrohr als auch Aluminiumteile mit großem Durchmesser zu biegen.
Wie man mit Sand arbeitet:
- wir füllen den Sand in die Struktur, setzen Stopfen an die Enden des Rohrs (achten Sie auf Dichtheit);
- befestigen Sie das Teil in einem Schraubstock;
- wir erhitzen die Stelle der Biegung mit einem Lötkolben oder einem Gasbrenner;
- Wenn sich der Bereich erwärmt, biegen Sie die Struktur mit einem Gummihammer oder einem Holzhammer und klopfen Sie vorsichtig auf die erhitzte Oberfläche.
- Nach Abschluss der Manipulationen entfernen wir die Stopfen, entfernen den Sand aus den Hohlräumen - alles ist fertig.
Sand schützt das Rohr vor Verformung und ungleichmäßiger Biegung.

Achten Sie bei der Arbeit mit Sand und Wasser auf die Dichtheit des Rohrverschlusses
Das Prinzip der Arbeit mit Wasser ist fast identisch - wir gießen Wasser in das Teil und setzen Stopfen ein. Bevor Sie ein PVC-Rohr oder ein Produkt aus einem anderen Material biegen, lassen Sie das Wasser gefrieren (setzen Sie es Frost aus oder legen Sie es in einen Kühlschrank). Beim Einfrieren der Flüssigkeit geben wir der Struktur mit Translationsbewegungen den gewünschten Biegeradius.
![§ 29. Rohrbiegen [1980 Makienko N.I. - allgemeiner Klempnerkurs]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Nach diesem Prinzip können Sie sowohl ein Blech zu einem Rohr biegen (nur ohne Wasser und Sand) als auch das Rohr selbst biegen.
Wärmebehandlungsverfahren

Was das Metallrohr betrifft, sollte Ihr Assistent ein Gasbrenner sein. Wir handeln in Etappen.
- Mit Hilfe eines Schraubstocks wird der Metallabschnitt des Rohrs fixiert.
- Der vorgesehene Bogenabschnitt wird mit einem Gasbrenner beheizt.
- Nach dem Auftreten von Schuppen führen wir eine Biegung durch.
Es ist wichtig, den Moment des Beginns der Kurve zu erwischen. Wenn das Rohr aus Aluminium besteht, muss ein Blatt Papier dazu gebracht werden
Leuchtet oder raucht es, dann kann es losgehen. Besteht das Rohr aus einem anderen Metall, dient die beim Erhitzen gerötete Stelle als Signal. Das Wärmebehandlungsverfahren kann beim Biegen von verzinkten Rohren nicht angewendet werden. Hohe Temperaturen beschädigen die Beschichtung und machen die Beschichtung unbrauchbar. Sie müssen wissen, dass Sie beim Biegen eines Vierkantrohrs nicht auf eine leistungsstarke Lötlampe oder einen starken Brenner verzichten können. Und vor allem wird ein solches Produkt gleich zu Beginn der Arbeit von allen Seiten erhitzt.
Biegeradien der Rohre
Biegeradien der Rohre
Das Biegen von Rohren ist ein technologischer Prozess, bei dem sich unter dem Einfluss äußerer Belastungen die Neigung der geometrischen Achse des Rohrs ändert. Dabei treten im Metall der Rohrwände elastische und elastisch-plastische Verformungen auf. Am äußeren Teil der Wölbung treten Zugspannungen und am inneren Teil Druckspannungen auf. Durch diese Spannungen wird die Außenwand des Rohres bezüglich der Biegeachse gedehnt und die Innenwand gestaucht. Beim Biegen des Rohrs ändert sich die Form des Querschnitts - das anfängliche ringförmige Profil des Rohrs wird zu einem ovalen. Die größte Ovalität des Querschnitts wird im mittleren Teil der Wölbung beobachtet und nimmt zum Anfang und Ende der Wölbung hin ab. Dies erklärt sich dadurch, dass die größten Zug- und Druckspannungen beim Biegen im mittleren Teil der Biegung auftreten. Die Ovalität des Abschnitts an der Biegung sollte nicht überschreiten: für Rohre mit einem Durchmesser von bis zu 19 mm - 15%, für Rohre mit einem Durchmesser von 20 mm oder mehr - 12,5%. Die Ovalität des Querschnitts Q in Prozent wird durch die Formel bestimmt:
wobei Dmax, Dmin, Dnom die maximalen, minimalen und nominalen Außendurchmesser der Rohre am Bogen sind.
Neben der Bildung von Ovalität beim Biegen treten, insbesondere bei dünnwandigen Rohren, manchmal Falten (Wellen) am konkaven Teil des Bogens auf. Ovalität und Faltenbildung beeinträchtigen den Betrieb der Pipeline, da sie den Strömungsquerschnitt verringern, den hydraulischen Widerstand erhöhen und in der Regel der Ort für Verstopfungen und erhöhte Korrosion der Pipeline sind.
Gemäß den Anforderungen von Gosgortekhnadzor müssen die Biegeradien von Stahlrohren, Bögen, Kompensatoren und anderen gebogenen Elementen von Rohrleitungen mindestens die folgenden Werte betragen:
beim Biegen mit Vorfüllung mit Sand und mit Erwärmung - mindestens 3,5 DH.
beim Biegen auf Rohrbiegemaschinen im kalten Zustand ohne Schleifen - mindestens 4DH,
beim Biegen mit Halbwellfalten (einseitig) ohne Sandfüllung, erhitzt mit Gasbrennern oder in speziellen Öfen - mindestens 2,5 DH,
bei gebogenen Biegungen durch Warmziehen oder Stanzen mindestens ein DH.
Es ist erlaubt, Rohre mit einem kleineren Biegeradius als den in den ersten drei Absätzen angegebenen zu biegen, wenn das Biegeverfahren eine Wandverdünnung von nicht mehr als 15 % der für die Berechnung erforderlichen Dicke garantiert.
In den Rohrbeschaffungslagern und -werken sowie auf den Montagestellen werden hauptsächlich folgende Rohrbiegeverfahren eingesetzt: Kaltbiegen auf Rohrbiegemaschinen und Vorrichtungen, Warmbiegen auf Rohrbiegemaschinen mit Erwärmung in Öfen oder Hochfrequenzströmen, Biegen mit Falzen , Biegen in heißem sandgefülltem Zustand.
Die Länge des Rohres L, die erforderlich ist, um ein gebogenes Element zu erhalten, wird durch die Formel bestimmt:
L = 0,0175 Rα + l,
wobei R der Rohrbiegeradius in mm ist;
α – Rohrbiegewinkel, Grad;
l - ein gerader Abschnitt mit einer Länge von 100-300 mm, der zum Greifen des Rohrs beim Biegen erforderlich ist (abhängig von der Konstruktion der Ausrüstung).
1. Nennen Sie die Toleranzen für die Ovalität des Rohrabschnitts.








2. Wie wird die Ovalität in Prozent berechnet?
3. Welche Biegeradien sind nach den Anforderungen von Gosgortekhnadzor zulässig, wenn Rohre auf verschiedene Weise gebogen werden?
4. Wie wird die Rohrlänge bestimmt, um ein gebogenes Element zu erhalten?
Alle Materialien der Rubrik "Rohrbearbeitung" :
● Rohrreinigung und -begradigung
● Bördeln von Rohrenden, Fittings und Bohrungen
● Gewindeschneiden und Gewinderollen an Rohren
● Rohrbiegeradien
● Biegen von kalten Rohren
● Heißrohrbiegen
● Schneiden und Bearbeiten von Rohrenden
● Bearbeitung von NE-Rohren
● Verarbeitung von Kunststoff- und Glasrohren
● Anfertigung und Revision von Beschlägen
● Herstellung von Dichtungen in Rohrwerkstätten und Werkstätten
● Sicherheitsvorschriften für die Rohrbearbeitung
So arbeiten Sie zu Hause mit einem Rohrbieger
Rohrbieger werden als Spezialmechanismen bezeichnet, die sich durch ein anderes Funktionsprinzip auszeichnen. Mit ihrer Hilfe wird das manuelle und maschinelle Biegen von Profil- und Rundrohren in der Produktion oder zu Hause realisiert.
Es gibt die folgenden Arten von manuellen Rohrbiegemaschinen, die zum Biegen von dünnwandigen Aluminiumprodukten aus Kunststoff mit kleinem Durchmesser geeignet sind:
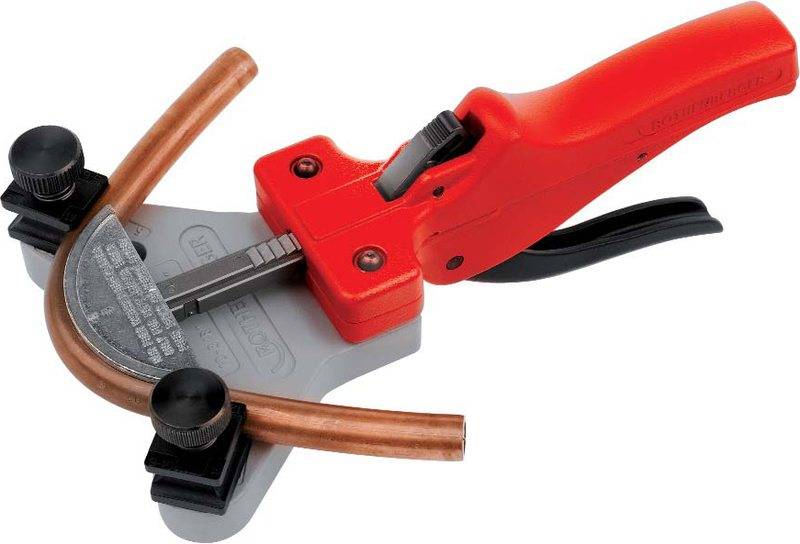
- Hebel. Dieser Mechanismus wird auch Volnov-Maschine genannt. Zum Verlegen des Werkstücks bietet es eine spezielle Form. Der Biegevorgang selbst erfordert keine Erwärmung des Rohres und erfolgt durch Hebelwirkung.Die Form entspricht einem bestimmten Durchmesser.
- Armbrust. Die Struktur, in der das Werkstück befestigt ist, ist mit einem Biegesegment ausgestattet, das von der den Enden gegenüberliegenden Seite durch die Mitte des Rohrs drückt.
- Frühling. Vor dem Biegen wird das Rohr mit einer Feder ausgestattet, die in das Produkt eingelegt wird. Ferner kann das Werkstück erwärmt werden oder es kann ein Kaltbiegeverfahren verwendet werden. Am Ende des Vorgangs muss die Feder entfernt werden.

Mit Hilfe des maschinellen Biegens ist es möglich, die Frage zu lösen, wie man ein Aluminiumrohr mit verschiedenen Durchmessern und Formen biegt und wie man es richtet. Das Schadensrisiko wird auf nahezu null reduziert.








Diese Mechanismen können ein elektromechanisches oder hydraulisches Funktionsprinzip haben, was ein genaues Arbeitsergebnis entsprechend den gestellten Anforderungen garantiert.



